Tasarım ve üretimin tamamı kendi bünyemizde yapılmaktadır.
Hornlar ultrasonik titreşimi iş parçasına yönlendirir. Hornları uzun yıllara dayanan deneyime dayanarak ilgili uygulamaya ve müşteri gereksinimlerine göre ayrı ayrı üretiyoruz. Hornların tasarımı ultrasonik uygulamaya ( kaynak , kesme ve mühürleme , perçinleme , kabartma , delme , kesme ) ve işlenecek iş parçasının özelliklerine bağlıdır.
Horn (Sonotrot) nedir?
Horn, ilgili uygulamada kullanılan kaynak aletinin teknik terimidir. Hornlar genellikle titanyum alaşımından, çelikten veya yüksek mukavemetli alüminyumdan yapılır, çünkü bu malzemeler düşük sönümleme ve yüksek yorulma mukavemetine sahiptir. Bu onların hızlı bir şekilde titreşime alınabilecekleri anlamına gelir. Hornun stabilitesine ilişkin yüksek talepler varsa veya zımbalama veya kesme sırasında olduğu gibi yüksek aşınma bekleniyorsa, ısıl işlem görmüş sert çelik veya titanyum malzeme kullanılıp aşınmaya dayanıklı malzeme ile kaplanabilir.
Çeşitli uygulamalar için farklı horn türleri vardır; örneğin yuvarlak, bıçaklı, blok veya delici hornlar.
Horn nasıl çalışır?
Horn, ultrasonik salınım ünitesindeki parçayla doğrudan temas eden parçadır ve çeşitli görevleri yerine getirmelidir:
- Sistemin titreşim enerjisini ve makinenin temas basıncını iş parçasına iletir.
- Horn perçinleme veya flanşlama sırasında parçayı şekillendirir. Şekillendirmenin kendisi bir yandan kaynak yapılacak parçaya bağlıdır.
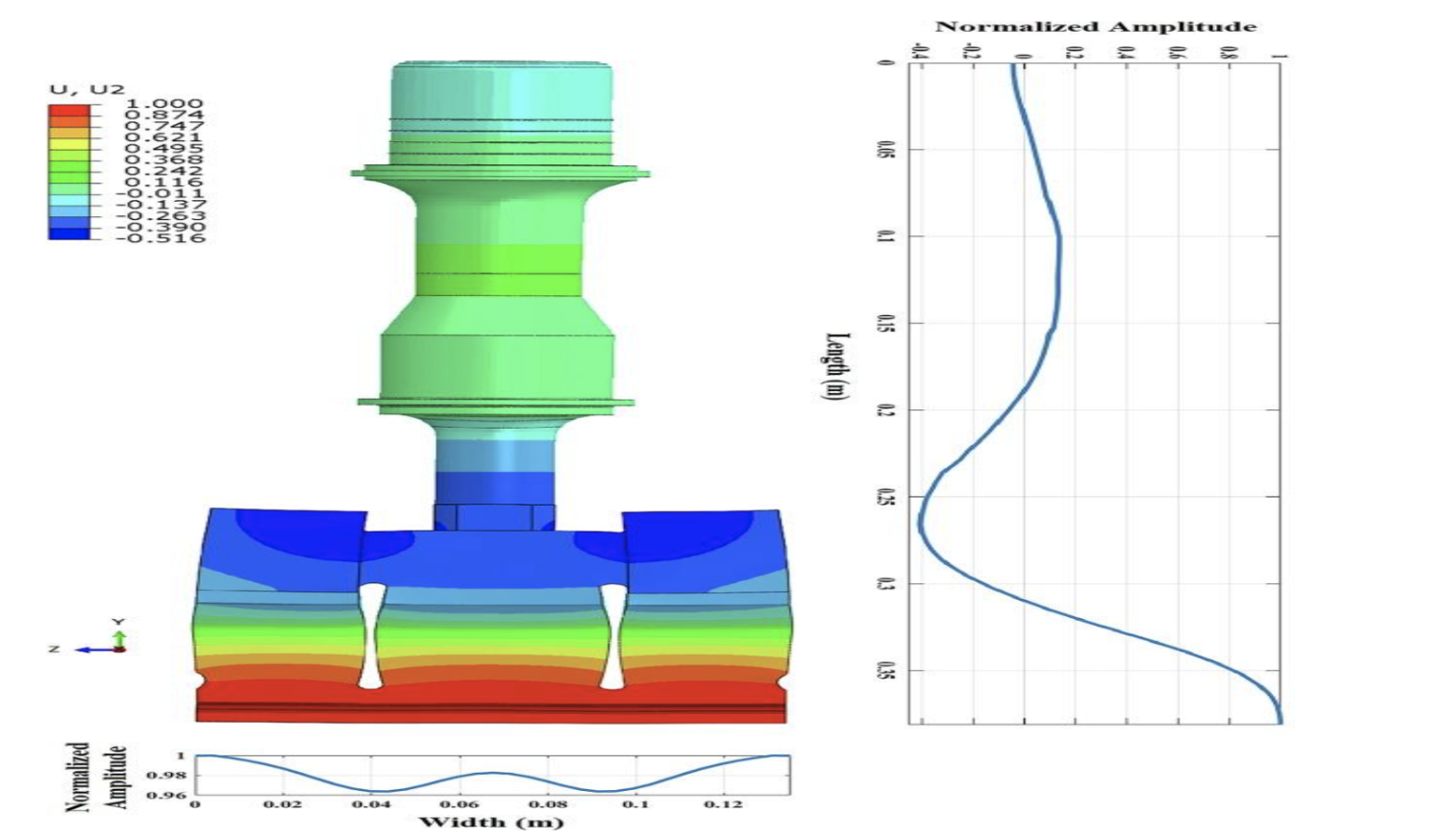
- Horn, giriş tarafı ile iş parçası tarafı arasındaki kütle farkından dolayı genlik dönüşümünü sağlar. Bu, hornun giriş tarafının çıkış tarafından daha büyük bir kütleye sahip olması durumunda hornun maksimum sapmasının (salınımının) karşılık gelen oranda değiştiği anlamına gelir.
Horn, ultrasonik salınım ünitesindeki parçayla doğrudan temas eden parçadır ve çeşitli görevleri yerine getirmelidir:
- Sistemin titreşim enerjisini ve makinenin temas basıncını iş parçasına iletir.
- Horn perçinleme veya flanşlama sırasında parçayı şekillendirir. Şekillendirmenin kendisi bir yandan kaynak yapılacak parçaya bağlıdır.
- Horn, giriş tarafı ile iş parçası tarafı arasındaki kütle farkından dolayı genlik dönüşümünü sağlar. Bu, hornun giriş tarafının çıkış tarafından daha büyük bir kütleye sahip olması durumunda hornun maksimum sapmasının (salınımının) karşılık gelen oranda değiştiği anlamına gelir.
Teknik veri
- Frekanslar: 15 kHz, 20 kHz, 30 kHz ve 35 kHz
- Alüminyum, titanyum veya çelikten yapılmış hornlar; uygulamaya özel yüzey işlemleri için aşınmaya dayanıklı malzeme ile kaplanabilir.
- Uygulamaya göre farklı tasarım: yuvarlak, bıçaklı, blok veya delici hornlar
- %100 yerli üretim
Teknik veri
-
Frekanslar: 15 kHz, 20 kHz, 30 kHz ve 35 kHz
-
Alüminyum, titanyum veya çelikten yapılmış hornlar; uygulamaya özel yüzey işlemleri için aşınmaya dayanıklı malzeme ile kaplanabilir.
-
Uygulamaya göre farklı tasarım: yuvarlak, bıçaklı, blok veya delici hornlar
-
%100 yerli üretim
